В настоящее время электроды для наплавки широко востребованы в различных областях промышленности как перспективный материал упрочнения деталей. Процесс наплавки, как метод защиты деталей и восстановления их после износа, применяется давно, и получил широкое распространение, как в промышленности, так и в быту. Однако традиционно для наплавочных электродов используются стеллиты, сормайты и многие другие материалы, значительно уступающие по свойствам твердым сплавам.
Известно, что карбиды тугоплавких металлов, содержащиеся в структуре наплавленного слоя, повышают его твердость и износостойкость. Однако, применение карбидов в качестве упрочняющей фазы в износостойких покрытиях сталкивается со значительными трудностями. Основная из них — малая плотность карбидных зерен, что приводит к фракционированию в механических смесях с металлическими порошками, всплытию и удалению в шлак при наплавке.
В СВС-электродах карбиды тугоплавких металлов вводятся в состав наплавочного электрода и могут достигать до 80% по массе. Кроме карбидов в состав СВС-электрода обычно вводится металла-связка, обеспечивающая пластичность наплавочного материала, а также различные легирующие элементы.
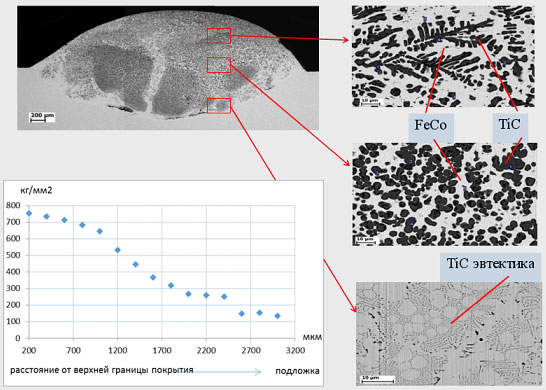
При использовании СВС-электродов наплавленный слой содержит до 80% карбидной фазы и имеет три характерные зоны, которые состоят из зерен карбида титана, расположенных в металлической матрице. В поверхностном слое карбидная фаза находится в виде вытянутых столбчатых дендридных зерен с максимальными размерами до 50 мкм. В центральной части покрытия сферичность карбидных зерен сохраняется, а переходный слой состоит из карбидной эвтектики размерами менее 2 мкм.